Отливать металлоизделия, наследуя ячеисто-каркасные конструкции природы


В.С. Дорошенко, кандидат технических наук, Физико-технологический институт металлов и сплавов НАН Украины, Киев, dorosh@inbox.ru
Среди характерных закономерностей строения этих изделий наблюдается повторяемость их составных элементов, способа их разветвления или одинаковость ячеек, что математики называют фрактальностью конструкции. Ячейка как правило имеет свои стабильные механические, гидродинамические (с точки зрения проницаемости) и др. характеристики, определив которые, можно экстраполировать их на всю структуру, собранную по определенному алгоритму из множества подобных ячеек, и таким образом проектировать ячеисто-каркасные материалы или детали машин из них.
Проектирование литой металлоконструкции для получения ее из металлического расплава в литейной форме для большинства видов литейных форм, назовем их традиционными, предполагает размещение отливки в плоскости (очень редко, поверхности) разъема этой формы. Наличие разъема формы в технологии литья металлов создало стойкий стереотип, формирующий представление о том, как должна выглядеть металлическая отливка. Эта тема, находящаяся на стыке сфер деятельности конструктора-механика и литейщика-технолога, в традиционной ее трактовке постоянно присутствует практически на всех вузовских курсах, затрагивающих технологию литейной формы, а также в технологических отделах заводов и КБ, где проектируют литые металлические детали. В результате в общем случае руководствуются сложившемся мнением, что отливка – это то, что войдет в разъем формы, часто с песчаными стержнями, которые в свою очередь предполагают разъем стержневого ящика.
Технология литья по газифицируемым моделям (ЛГМ) [1], переступая через этот стереотип, позволяет разместить отливку или блок отливок в пространстве песка неразъемной (контейнерной, или одноопочной) формы и тем самым ставит на повестку дня проблему оптимизации конструирования отливки как объемного пространственного изделия, что практически «не по плечу» другим литейным технологиям и представляется новой многообещающей темой теории литейных процессов и конструирования деталей машин и механизмов. Вместо старой задачи «как разместить отливку в плоскости?» для ЛГМ актуально «как разместить ее в объеме?» сыпучего песка, по своим свойствам во время виброуплотнения напоминающего «псевдожидкость». Решение этой задачи упрощает следующее: 1) особая легкость обработки пенопластов резанием (фрезой, особенно с появлением 3D-фрезеров [2], или термоэлементом), чему способствует их низкая плотность 25-30 кг/м3, а также 2) высокая производительность получения изделий из них на пластавтоматах. Эти условия минимизируют ограничения на размеры, форму и темп изготовления пенопластовых моделей.
Указанные возможности ЛГМ перехода к проектированию литых металлоизделий отливок в объеме песка формы значительно расширяют спектр их вероятных конфигураций, и, в частности, открывают новое направление литья сотовых, объемно-ячеистых, скелетно-решетчатых конструкций, материалов и блоков отливок [1], расширяя известные свойства традиционно применяемых не только литых, но и получаемых с их привлечением армированных и композиционных изделий. Отливки такого вида имеют потенциал для применения как облегченные несущие, армирующие, изолирующие, ограждающие, демпфирующие удары конструкции, способные находиться в среде, пропуская (полностью или частично) через себя поток вещества или энергии, применимы для отделения отходов при очистке газов, жидкостей, а также для глушителей шума, взрыво- и пламяпреградителей, теплообменных, адсорбционных, акустических устройств, элементов источников тока, катализаторов, кристаллизаторов, электродов и как костяк для композиционных материалов.
Разработка таких литых конструкций и поиск путей оптимизации их конфигураций с точки зрения ресурсосбережения неизбежно приводят к одному из выводов о выполнении их путем копирования по аналогам из живой и неживой природы (включая структуры микромира), поскольку природой «уже решены вопросы» покорения пространства конструкциями с чрезвычайно высокой стабильностью их пространственно-временных характеристик. Для этого, в частности, предложено [1] использовать принципы строения: 1) кристаллических решеток как их изображают в кристаллографии; 2) спиралевидного расположения листьев (филлотаксис) из ботаники; 3) пены со сквозными порами и ячейками преимущественно в виде пентагонального додекаэдра, описанной в области физико-химии. В институте ФТИМС НАН Украины (отдел формообразования под рук. проф. Шинского О. И.), где создание разновидностей ЛГМ-процесса является профильной темой, на эти литые конструкции получен ряд патентов и опубликованы заявки на изобретения по этой теме, а в ее развитие ниже описаны еще три типа каркасных отливок, для которых довольно несложно изготовить сборные одноразовые пенопластовые модели.
При создании объемных структур, по аналогии с биологическими распространяющимися в пространстве, естественно обратить внимание на конструкции веток деревьев, которые развиваются от толстых к тонким разветвлениям, очевидно, такое изменение сечения предпочтительнее для течения металла, чем равностенные конструкции. На рис. 1 показан пример предлагаемой литой древовидной конструкции, состоящей из ствола 1 и веток 2. При
.jpg) Рис. 1.
Рис. 1.
использовании ее в качестве внутреннего холодильника-кристаллизатора для литья слитков ветви 2 целесообразно расположить перпендикулярно поверхностям 3 стенок изложницы (показаны ее контуры), то есть навстречу наиболее вероятному направлению роста кристаллов слитка, которые также растут перпендикулярно стенке изложницы после заливки в нее металлического расплава. Аналогично могут быть учтены конструктивные особенности и расположение ветвей для армирования бетонных конструкций и др. Изготовление древовидной конструкции способом ЛГМ состоит в заливке расплавленного металла по соответствующей модели через воронку, остаток 4, которой сохранился на стволе. Если при этом модель выполняют из пенопласта, то изготовление ее сборных элементов состоит в засыпании гранул этого материала и их спекании в пресс-форме, или в вырезании элементов из блочного пенополистирола. Элементы модели ветки и трубчатые участки ствола можно собирать (склеивать) на направляющем штыре (пунктиром показаны линии стыка).
В древовидных литых конструкциях желательно учитывать некоторые общие закономерности строения деревьев, прослеживаемые в живой природе. Важнейшее требование ко всем такому строению – прочность, в этом плане конструкция дерева, отшлифована эволюционным отбором, безупречна. Как указано в монографии Бенуа Мандельброта [3], Леонардо да Винчи эмпирическим путем пришел к выводу о таком соотношении толщин ствола и всех ветвей дерева на любой высоте, что диаметры ствола и ветвей d до ветвления и диаметры d1, d2 после разветвления удовлетворяют соотношению: dΔ = d1Δ + d2Δ, где диаметрический показатель Δ = 2. Это подтверждено на практике. В этой же книге указано, что показатель «дерева» кровеносных артерий млекопитающих близок к Δ = 2,7, а для «дерева» бронхов Δ = 3. С точки зрения гидродинамики система каналов при Δ = 3 имеет минимальное сопротивление, это значение наилучшее достигаемое как целенаправленным конструированием, так и селективной эволюцией. Отсюда, если важны прочностные свойства конструкции, то показатель Δ принимают близким к 2, если важно условие заполнения расплавленным металлом литейной формы, то - близким к 3, что также полезно учесть в литейной гидравлике при конструировании разветвленных литниковых систем.
Согласно той же монографии, установлено опытным путем, что вес ветви пропорционален ее диаметру, возведенному в степень М = 2,5, а также по мнению автора, может зависеть от значения Δ в виде М = 2 + Δ/3. Значения величин М = 2,5 и М, полученного по последнему выражению при подстановке Δ = 2 будут отличаться меньше, чем на 6,7%, что приемлемо для технических расчетов. Можно пользоваться обоими значениями для оценки веса ветви из модельного материала или литого металла (с поправками на их плотность относительно плотности дерева), а при 2 < Δ ≤ 3 - подставлять конкретное значение Δ в выражение для М.
Изготовление литой конструкции так, что ветви отходят от ствола перпендикулярно его оси, удобно при литье по разовой модели тем, что для изготовления пенопластовой модели можно применить простую пресс-форму с отверстием в модели, ось которого перпендикулярна ветви. Такую модель нетрудно получать на пластавтоматах, а затем собирать, подобно нанизыванию бумажных снежинок на нитку или изготовлению пластмассовых новогодних елок. Литая дендроидная конструкция внутреннего холодильника при литье массивных отливок или слитков может быть из одинакового или разного металла с заливаемым в форму. При затвердевании металла таких слитков растущие кристаллы от стенки изложницы конкурируют с дендритами, растущими навстречу им от ветвей холодильника, что дает измельчение зерна слитка равномерно по всему объему.
Литая древовидная конструкция, применяемая как армирующая (например, в бетоне) для сопротивления направленной нагрузке перпендикулярно оси ствола, рекомендуется со стволом в форме эллипса при отношении диаметров эллипса по направлению нагрузки и поперек нее как 1,26 к 1,0. Это соответствует измерениям стволов деревьев, на которые преобладающий ветер дул перпендикулярно в однородной лесной полосе [4].
Такие пространственные литые конструкции, аналоги которых взяты из ботаники, не сложны для конструирования и технологичны для литья методом ЛГМ в действующих литейных цехах, модель можно смонтировать по повторяющимся элементам, в том числе получаемым на пластавтоматах. Пространственные древовидные отливки приближаются по виду к ячеистым или сотовым (например, к литым пенам), которые все чаще называют «материалами будущего».
Если в работе [1] использовано строение кристаллов, то в описанных ниже конструкциях моделей использована аналогия с микроструктурой таких конденсированных сред, для которых характерно неупорядоченное расположение атомов в пространстве, в частности, аморфных металлических сплавов (АМС) [5]. Они имеют более или менее четко определяемый на расстоянии двух-трех соседних атомов так называемый ближний порядок. В кристаллах структура решетки образуется в результате многократного повторения в трех направлениях единичной элементарной ячейки с расположением атомов в «бесконечных» рядах, называемым дальним порядком. Аморфные структуры элементарные ячейки сохраняют, но при стыковке ячеек в пространстве порядок их нарушается, и стройность рядов, присущая дальнему порядку, отсутствует.
Несмотря на то, что плотность АМС на 1-2 % ниже плотности кристаллических аналогов, прочность их выше в 5-10 раз с характерной изотропией многих свойств, что связано в основном с отсутствием в структуре АМС дислокаций и границ зерен, свойственных кристаллическому состоянию. Трехмерные связи в структуре АМС представляют в виде многогранников [6], в частности, из 5 типов правильных полиэдров Бернала: тетраэдр, октаэдр, тригональная призма, архимедова антипризма, тетрагональный додекаэдр, показанных слева направо в верхнем ряду на рис. 2а. Кроме того, атомные конфигурации описывают в виде полиэдров Вороного (иногда называют «Дирихле-Вороного»), часто с пятиугольными гранями в виде икосаэдров, 3 примера таких полиэдров представлены в нижнем ряду слева направо на рис. 2б: икосаэдр, полиэдр о.ц.к. структуры, полиэдр г.ц.к. структуры. По данным кристаллографии многогранники Бернала и Вороного заполняют оптимально пространство структуры без пропусков. В общем случае аморфная структура представляет собой непрерывный ряд, мозаичный узор, составленный из чередующихся многогранников, характерных для кристаллических и некристаллических структур, что и взято за основу принципа построения нижеприведенной одноразовой литейной модели.
а).jpg)
б).jpg)
Рис. 2.
На рис. 3а показан пример простейшего повторяющегося элемента пенопластовой модели в виде тетраэдра, который можно получать на пластавтоматах, а на рис. 3б – пример использования этих элементов. Все или отдельные грани этого многогранника выполняют с отверстиями, которые образуют открытую сквозную полость.
а).jpg) б)
б).jpg)
Рис. 3.
Схема изготовления модели 1 в виде фасонного каркаса, состоящего из многогранников (тетраэдров) представляет собой операцию их помещения в формообразующую емкость 2, в частности, в виде песчаной формы, полость которой покрывают синтетической пленкой 3 в виде мешка. Модель 1 из повторяющихся элементов нагружена грузом 4, а полость мешка герметично сообщена с помощью зажима 5 через патрубок 6 с вакуумным насосом.
Один из вариантов сборки такой модели из элементов в многоразовой форме состоит в следующем. Предварительно изготовленные многогранники, подобные показанным на рис. 2 и 3, размерами от нескольких до десятков миллиметров и более с открытыми сквозными полостями как на рис. 3а засыпают или укладывают вручную в формообразующую емкость 2 (рис. 3б). Предварительно туда помещают не пропускающий воздуха мешок из синтетической пленки 3, после засыпки этих элементов вакумируют полость мешка, тем самым фиксируя многогранники в единой модели путем прижимания их друг к другу перепадом давления воздуха снаружи и внутри мешка. В таком виде собранную модель, облицованную пленкой мешка, можно извлечь из формы, по ней изготовить форму из самотвердеющей наливной или насыпной смеси путем подачи и отверждения смеси сначала снаружи мешка, а затем подачи и отверждения смеси внутри мешка. Из такой формы пенопластовую модели следует выжечь при температуре выше 400-500 0С по методу литья по выжигаемым моделей, т.к. пленка мешка ухудшит газопроницаемость формы для ЛГМ.
Существуют варианты сборки без вакуумирования мешка, когда после загрузки многогранников внутрь мешка в форме 2 (рис. 3б) туда же подают самотвердеющую формовочную смесь, которая удерживает их в сборе, а пленка мешка служит разделительным покрытием. После извлечения из многоразовой формы 2 собранную модель в коме затвердевшей песчаной смеси извлекают из мешка и формуют обычными способами методом ЛГМ, что приемлемо для многогранников с толщиной перегородок свыше 6-
Еще проще выполнить сборную модель в одноразовой песчаной форме 2 без извлечения и без применения мешка 3. Эту форму выполняют из смеси со связующим по деревянной модели, в полученную полость засыпают модельные многогранники, их уплотнение во всех случаях возможно путем применения съемного груза 4 и/или вибрации, что способствует их оптимальному размещению, плотному прижиму ребер граней с частичным врезанием кромок ребер и вершин в рядом расположенные многогранники. После уплотнения модели в сквозные отверстия многогранников подают формовочную смесь и завершают изготовление формы известными способами формовки, сочетая модель с литниковой системой и выполняя форму со слоем формовочной смеси выше модели.
Как вариант, каркас из модельных многогранников можно сочетать со сплошной газифицируемой моделью, либо с отдельными многогранниками, покрытыми синтетической пленкой без доступа в их поры песчаной смеси (такая упаковка пленкой части каркаса возможна и для других видов каркасных отливок), и получать каркасную отливку с монолитными частями или вставками в заданном месте. Аналогия каркасных конструкций с микроструктурой аморфных металлов, атомная конфигурация которых по данным кристаллографии выглядит в виде указанных многогранников как наиболее плотной упаковки, дает возможность перенести некоторые свойства, например, изотопию, на литые металлические ячеистые конструкции.
Рассмотрим еще один вариант каркасного литья. В последнее время ряд перспективных направлений в материаловедении, нанотехнологии связывают с фуллеренами и обнаруженными в
Для получения трубчатых и криволинейных моделей использовали ту особенность многих пенопластов, спеченных (склеенных) из мелких гранул, в частности, пенополистирола, что изделия из них в тонких сечениях толщиной 0,1-
На рис. 4 показан при виде сбоку вариант изгибания плоского элемента с правой стороны. Этот элемент в виде пластины с сегментами 1 и надрезами 2 при сворачивании закрепляют замком 3, например, по системе «шип-паз». Если сумма углов клинообразных выборок равна 360°, то при сворачивании в замкнутую систему стороны всех клиновых выборок смыкаются так, что в сборе образуют сплошное тело на толщину сегмента 1, и уменьшение толщины плоского элемента за счет выборок не уменьшает толщину стенки элемента в свернутом виде.
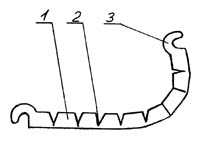
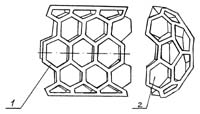
Рис. 4. Рис. 5.
Плоский элемент газифицируемой модели могут изготавливать непрерывно, например, по версии способа [8] путем составления из частей и наращивания его в процессе формовки в облицовочный слой движущегося кристаллизатора в виде песчаной вакуумируемой формы, следует лишь перед формовкой его сворачивать в непрерывную трубчатую конструкцию, которую также можно скреплять вышеуказанным замком вдоль оси, вокруг которой выполняют сворачивание.
Копируя структуру углеродных нанотрубок, на рис. 5 показан элемент конструкции модели, изготовленный по аналогии с ними (ближняя изогнутая стенка сетчатой трубки показана двойными линиями, а дальняя – одной линией). Нанотрубка при увеличении выглядит как свернутый в трубку плоский слой атомов графита, называемый графеном, который является слоем атомов углерода, соединённых посредством sp-2 связей в гексагональную двумерную кристаллическую решётку. Модель сетчатой пенопластовой трубки состоит из повторяющихся перегородок 1 (взамен отрезков прямой линии, изображающих связей между атомами) в виде свернутой решетки с ячейками из правильных шестиугольников. Толщина этих перегородок определяется возможностью их замещения расплавленным металлом и способом питания, обычно она составляет
Если сворачивание подобных графену плоских элементов производят так, что две перегородки каждой шестиугольной ячейки гексагональных двумерных решеток располагают перпендикулярно оси, вокруг которой производят сворачивание, как показано на рис. 7 (эта ось проходит вдоль трубки горизонтально), то такая конструкция сетчатой трубки будет в 1,5 раза прочнее на разрыв вдоль этой оси, чем в случае, если две перегородки каждой ячейки расположат параллельно этой оси [7].
Помещением внутрь трубчатой конструкции перегородки могут распирать или стягивать перегородкой изнутри трубчатую конструкцию, изменяя ее внешний размер, при этом деформируют и изгибают части стенок, в месте изгиба на них выполняя клинообразные выборки со стороны образования вогнутой поверхности. Так можно изменить форму и размер поперечного сечения трубчатой конструкции. В отличие от нанотрубок из микромира плоские модельные элементы можно сворачивать в более сложные формы, в частности, так, что в поперечном разрезе при S-образном изгибе можно получить конструкцию из двух стыкующихся труб в поперечном разрезе в виде цифры 8.
Пространственные решетчатые конструкции (в том числе из сеток с различной формой ячеек) в зависимости от вариантов сворачивания плоских элементов с использованием облегчающих сворачивание клиновых выборок могут выполняться не только трубчатыми близкими к форме цилиндра, но и других геометрических форм, например, в форме многогранника, или подобной к конфигурации фуллеренов, близкой к эллипсоидо - или шарообразной.
Утолщение на модели, выполненное в виде замка 3 (рис. 5) в сборе и размещенное вдоль всей модели, можно использовать в пенопластовой газифицируемой модели в качестве стояка или коллектора литниковой системы для заливания по этой модели расплавленного металла и с этой целью выполнять его по расчетному диаметру литниковой системы. Это утолщение при формовке трубчатой модели в вертикальном положении ее оси следует продлить участком стояка, который сверху завершить заливочной чашей или воронкой.
Рассматриваемый способ сворачивания плоских элементов в трубки уместно использовать для выполнения моделей стояков, применяемых для большинства видов отливок. Для этого стенки трубчатой конструкции из свернутых элементов выполняют непроницаемыми для формовочной смеси, а торцы трубчатой конструкции закрывают крышками или стенки и торцы обматывают синтетической пленкой, не допускающей попадания формовочной смеси внутрь трубчатой конструкции. Так формируют близкую по форме к цилиндру модель стояка или коллектора литниковой системы, к которой могут крепить мелкие модели отливок при сборке их в блоки или кусты.
Способ сворачивания плоских модельных элементов при предварительном получении их в пресс-формах с плоским разъемом, или из плоских блоков пенопласта позволит получать трубчатые и другие фасонные, каркасные и пространственные ячеистые модели, что упрощает конструкции модельной оснастки для их получения по сравнению с оснасткой, в которой формировались бы эти модели без сворачивания. Это еще один способ, который расширяет возможности изготовления литьем ячеистых конструкций с изогнутой поверхностью, в частности по аналогам в виде углеродных каркасных структур из физики наномира. Для монолитных модельных конструкций он применяется во ФТИМС, примером чего может служить выполненная с использованием этого способа и показанная на рис. 6, пенопластовая модель для получения методом ЛГМ отливки корпуса насоса (для перекачивания горнорудной пульпы) из износостойкой стали.

.jpg)
Рис. 6. Рис. 7.
В мировой практике для каркасного литья типично использование ЛГМ-процесса, примером чего служит показанная на рис.7 50-фунтовая отливка детали внутреннего привода клапана из нержавеющей стали (фото с сайта Американской ассоциации литейщиков, Division 11: Lost Foam Casting, http://web.mst.edu/~foundry/), которую также можно отнести к ячеистым изделиям. Проектирование компьютерными программами (включая 3D- и объектно-ориентированный подход [2]) литых ячеистых материалов в зависимости от прогнозируемых их свойств, а также армируемых ими изделий, облегчит расширение разновидностей их строения и спектр функционального применения. В частности, подобные решения предлагаются для литья двухслойных армированных и биметаллических контейнеров, деталей конструкций для захоронения радиоактивных отходов, включая выполнение их стенок из композитов с оксидами различных металлов, тяжелых бетонов из шлаков, как наполнителей.
В заключение повторно акцентируем, что проектирование ячеисто-каркасных отливок для получения в объеме песчаной формы выполнено на основе практического воплощения инновационных возможностей ЛГМ-процесса, который, хотя и достиг своего 50-летнего «возраста» с даты публикации первого изобретения (
Предложенными в статье конструкциями мы копируем природу, используя результаты исследований различных дисциплин естествознания. Литье как одно из древнейших ремесел в этом опережает другие виды обработки металлов, как бы бросая им вызов посостязаться в технологическом воплощении науки. А замечательные высокостабильные ячеисто-каркасные конструкции природы своим видом как будто спрашивают исследователей: «сможете ли вы нас повторить, перенести на компьютер конструктора, создать математические модели, приспосабливая или улучшая наши структурные закономерности для рукотворных изделий?».
1. Дорошенко В. С. Давайте лить металл, копируя структуры Вселенной!// Винахідник і раціоналізатор. - 2008. - №. 8 – С. 12 – 17.
2. Дорошенко В. С. 3D-технологии в литейном производстве.// Винахідник і раціоналізатор. - 2009. - №. 2 – С. 12 – 15.
3. Mandelbrot B. B. The fractal geometry of nature.-
4. Ковалев Ю. Архитектура деревьев // Наука и жизнь.-1988. - № 12. - С. 147-150.
5. Заявка на винахід UA 200710690, В22С 7/00, Ливарна одноразова модель і спосіб її збирання/ Шинський О.Й., Дорошенко В.С опубл. 2009, бюл. №7.
6. Судзуки К. и др. Аморфные металлы. - М.: Металлургия, 1989. - С. 81.
7. Иванов И. П. Современная физика в задачах. http://rc.nsu.ru/text/metodics/ivanov5.html
8. Пат. 2029653 России, В22С 9/02. Способ непрерывного литья. / Дорошенко В.С. Шейко Н.И., опубл. 1995, Бюл. №6.
Подрисуночные надписи.
Рис. 1. Литая металлическая древовидная конструкция,
1 - ствол, 2 - ветви, 3 - контуры стенок изложницы, 4 – остаток воронки.
Рис. 2. Полиэдры, а) 5 типов правильных полиэдров Бернала (слева направо): тетраэдр, октаэдр, тригональная призма, архимедова антипризма, тетрагональный додекаэдр; б) полиэдры Вороного (слева направо): икосаэдр, полиэдр о.ц.к. структуры, полиэдр г.ц.к. структуры.
Рис. 3. Элемент модели в виде тетраэдра и схема получения фасонной модели,
а) тетраэдр, б) схема сборки модели, 1 - модель из повторяющихся элементов, 2 - формообразующая емкость, 3 - синтетическая пленка в виде мешка, 4 - груз, 5 – зажим, 6 - патрубок.
Рис. 4. Плоский элемент при виде сбоку при изгибании с правой стороны, 1 - сегмент пластины, 2 - клиновые выборки (надрезы), 3 – замок.
Рис. 5. Часть конструкции модели, изготовленный по аналогии со структурой углеродных нанотрубок, 1 - перегородка ячеек - правильных шестиугольников, 2 - сетчатая перегородка (окончание) трубки .
Рис. 6. Пенополистироловая модель отливки корпуса насоса (для перекачивания горнорудной пульпы) из износостойкой стали.
Рис. 7. 50-фунтовая отливка детали внутреннего привода клапана из нержавеющей стали.
Комментарии:

jenova Материалосбережение в конкурентной экономике приобретает особую важность. В этой связи актуально проектирование ячеисто-каркасных металлических материалов и деталей, которые на 50…90% легче монолитных изделий. В этой статье приведены примеры создания методом литья таких конструкций, которые повторяют материалосберегающие «решения» живой и неживой природы.
Витя, ты худший автор.
sajpjenova Материалосбережение в конкурентной экономике приобретает особую важность. В этой связи актуально проектирование ячеисто-каркасных металлических материалов и деталей, которые на 50…90% легче монолитных изделий. В этой статье приведены примеры создания методом литья таких конструкций, которые повторяют материалосберегающие «решения» живой и неживой природы.
Витя, ты худший автор.
А то, для таких как Вы стараемся :)
jenovasajpjenova Материалосбережение в конкурентной экономике приобретает особую важность. В этой связи актуально проектирование ячеисто-каркасных металлических материалов и деталей, которые на 50…90% легче монолитных изделий. В этой статье приведены примеры создания методом литья таких конструкций, которые повторяют материалосберегающие «решения» живой и неживой природы.
Витя, ты худший автор.
А то, для таких как Вы стараемся :)
Копипастить любой может. Упырь.
sajpА ты вообще молчи, быдло.jenovasajpjenova Материалосбережение в конкурентной экономике приобретает особую важность. В этой связи актуально проектирование ячеисто-каркасных металлических материалов и деталей, которые на 50…90% легче монолитных изделий. В этой статье приведены примеры создания методом литья таких конструкций, которые повторяют материалосберегающие «решения» живой и неживой природы.
Витя, ты худший автор.
А то, для таких как Вы стараемся :)
Копипастить любой может. Упырь.
eeeensajpА ты вообще молчи, быдло.jenovasajpjenova Материалосбережение в конкурентной экономике приобретает особую важность. В этой связи актуально проектирование ячеисто-каркасных металлических материалов и деталей, которые на 50…90% легче монолитных изделий. В этой статье приведены примеры создания методом литья таких конструкций, которые повторяют материалосберегающие «решения» живой и неживой природы.
Витя, ты худший автор.
А то, для таких как Вы стараемся :)
Копипастить любой может. Упырь.
Fuck Off.
sajpВот такие как ты сидят на таких сайтах не для просвещения, интереса или образования, а чтобы показать какие они крутые, умные и "гениальные" критики.eeeensajpА ты вообще молчи, быдло.jenovasajpjenova Материалосбережение в конкурентной экономике приобретает особую важность. В этой связи актуально проектирование ячеисто-каркасных металлических материалов и деталей, которые на 50…90% легче монолитных изделий. В этой статье приведены примеры создания методом литья таких конструкций, которые повторяют материалосберегающие «решения» живой и неживой природы.
Витя, ты худший автор.
А то, для таких как Вы стараемся :)
Копипастить любой может. Упырь.
Fuck Off.

Обзор технологий стелс в военной авиации
Военная авиация играет решающую роль в современных конфликтах, и ее эффективность зависит от различных факторов, включая возможность избежать обнаружения и атаки противника.

Цветы: как они влияют на нашу жизнь и эмоции
Цветы играют особую роль в жизни каждого человека.

Техника Lenovo: надежность и долговечность при эксплуатации
Покупка технического устройства - это процесс, в котором важно учитывать различные нюансы, напрямую связанные с базовыми характеристиками приспособления и его функциональностью.

Лучшие модели наушников JBL: обзор и характеристики
JBL наушники широко известны высоким качеством звука и надёжностью, благодаря чему они завоевали доверие различных категорий пользователей — от меломанов до спортсменов.

Возобновляются работы по возведению грандиозного километрового небоскреба
Для архитектуры Саудовской Аравии 2023 год оказался просто невероятным. Сначала страна подтвердила, что строительство 170-километрового (105 миль) здания The Line будет продолжено, затем раскрыла планы строительства кубовидной башни, способной вместить 20 зданий Empire State Buildings.

Планируется чрезвычайно амбициозный самодостаточный плавучий город на 40 000 человек
Японский N-Ark раскрыл планы невероятно амбициозного летающего города, в котором будут размещаться туристы, медицинские учреждения и даже космические ракеты.

Дубайские рифы: представлен крупнейший в мире проект по восстановлению океана
URB, разработчик устойчивых экологичных городов, обнародовал планы относительно того, что объявлено «крупнейший в мире проект по восстановлению океана» на побережье Дубая под названием «Dubai Reefs».

В Германии появится первый «климатически нейтральный» стадион
Специалисту по стадионам Populous было поручено спроектировать новую многофункциональную арену для проведения мероприятий в Мюнхене.
